★ 江苏恒诚教育科技有限公司
★ 凯思达智能机械(苏州)有限公司
★ 凯思达工业设计中心
自有工厂 - 提供住宿 (全日班 业余班)

UG/NX塑胶模具设计班
参考学时 |
| ||||||||||||||||||||||||||||||||
学习方式 |
| ||||||||||||||||||||||||||||||||
教学模式 |
| ||||||||||||||||||||||||||||||||
学习目标 |
| ||||||||||||||||||||||||||||||||
证书项目 |
| ||||||||||||||||||||||||||||||||
招生对象 |
| ||||||||||||||||||||||||||||||||
就业岗位 |
| ||||||||||||||||||||||||||||||||
教学原则 |
| ||||||||||||||||||||||||||||||||
前言
| |||||||||||||||||||||||||||||||||
教学内容 | |||||||||||||||||||||||||||||||||
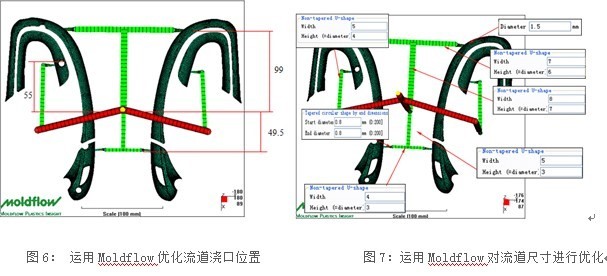
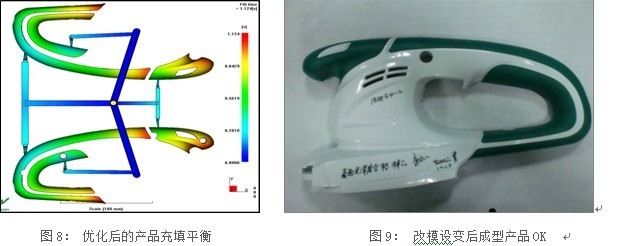
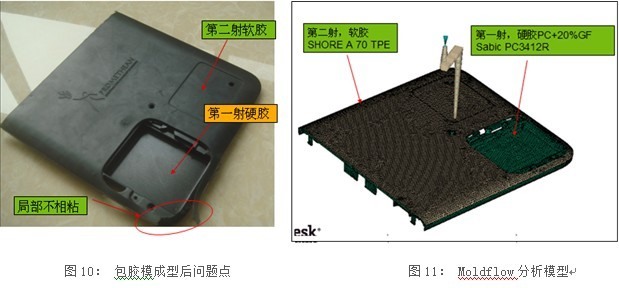
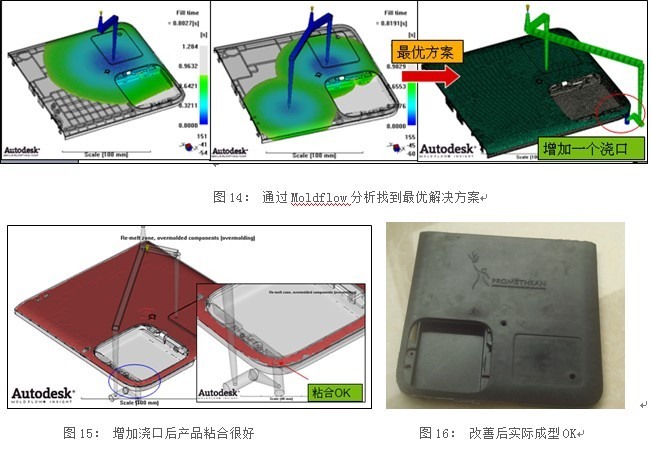
课程一:双色模设计原理及Moldflow分析 | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
课程二:UG软件基础课程 | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
部分实例 | |||||||||||||||||||||||||||||||||
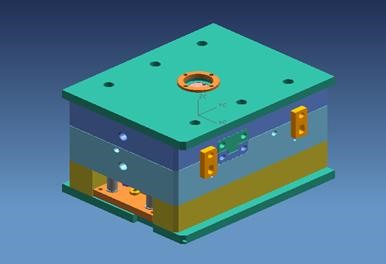
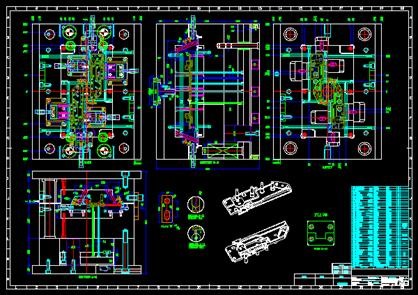
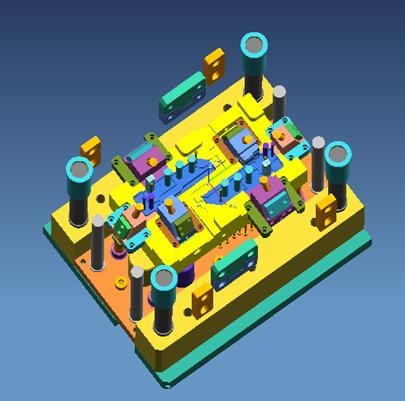
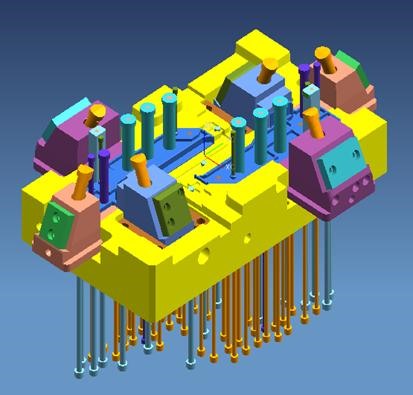
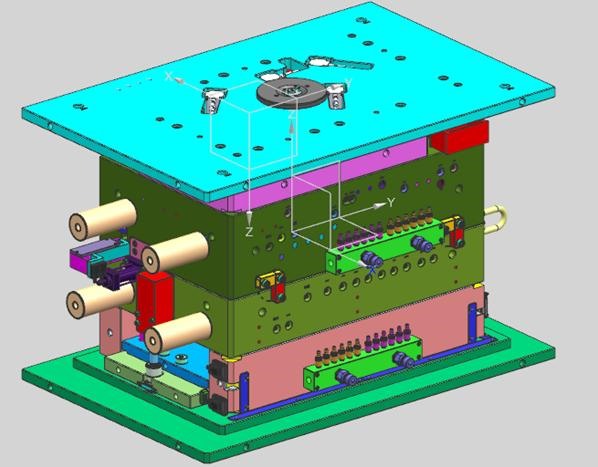
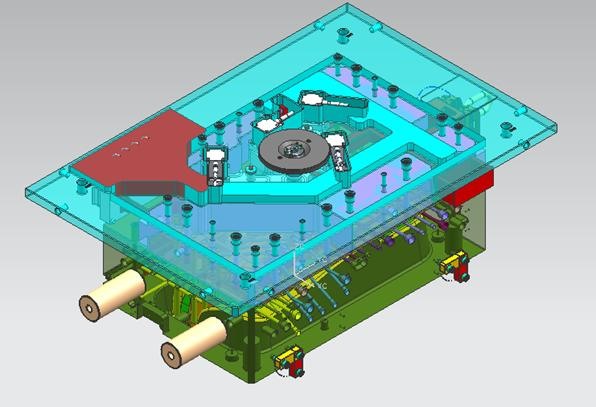
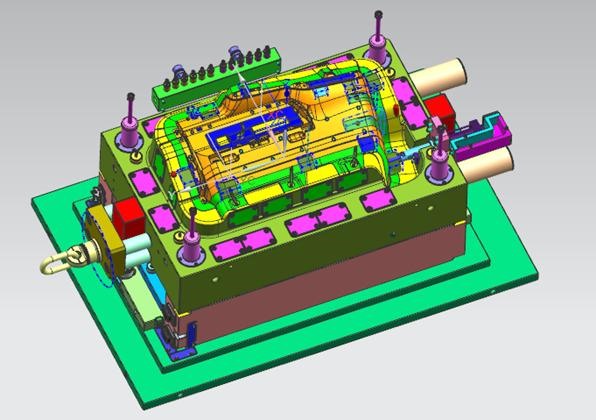
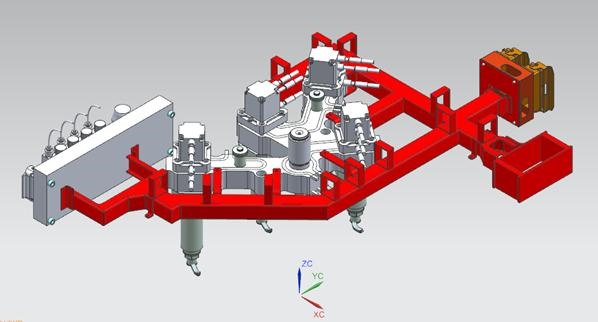
课程三:模具结构课程(成套详细讲解2D排位+全3D) | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
部分实例 | |||||||||||||||||||||||||||||||||
3D图档 | |||||||||||||||||||||||||||||||||
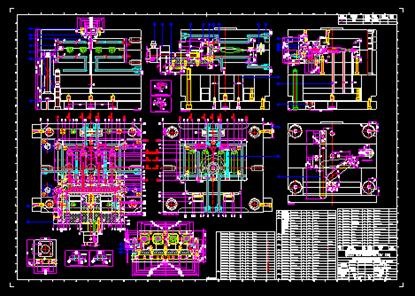
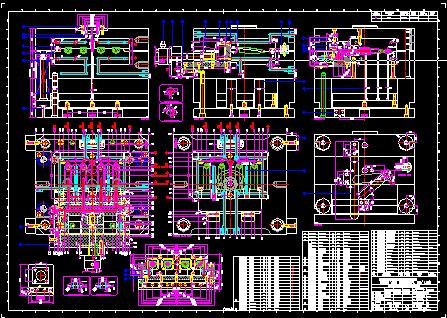
2D组立图档 | |||||||||||||||||||||||||||||||||
整套2D组立实例 | |||||||||||||||||||||||||||||||||
3D结构示例 | |||||||||||||||||||||||||||||||||
3D结构示例 | |||||||||||||||||||||||||||||||||
课程四:模具常用机构 | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
自動脫螺紋機構 | |||||||||||||||||||||||||||||||||
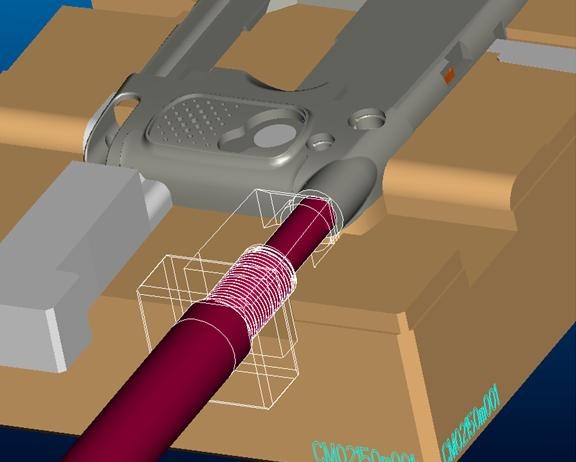
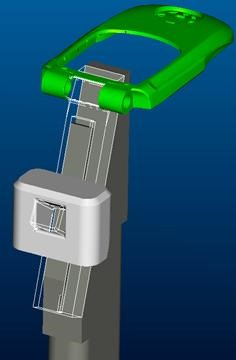
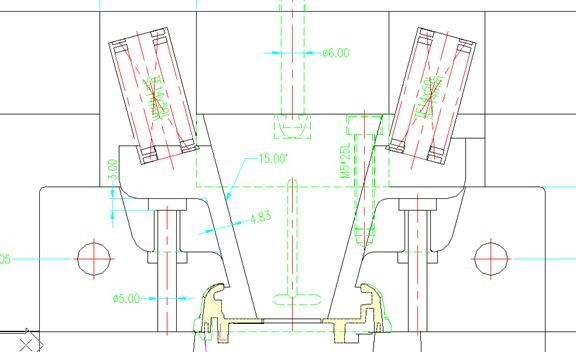
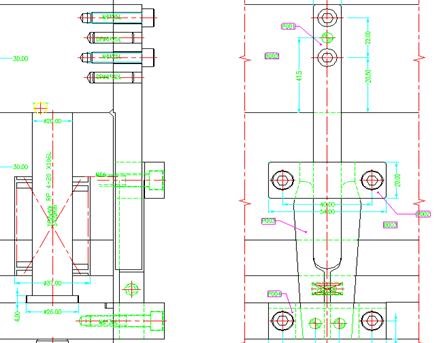
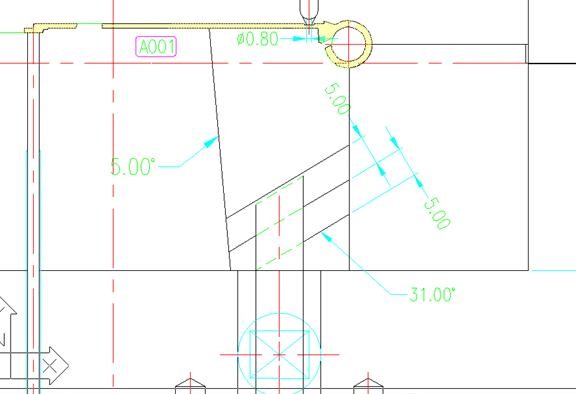
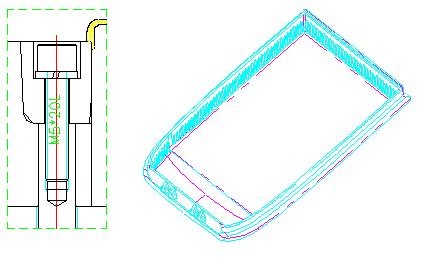
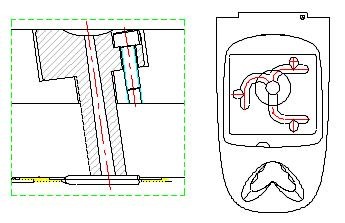
傾斜式注口襯套
為了不致使注口中心與模具中心相差太遠﹐故采用傾斜式注口襯套 | |||||||||||||||||||||||||||||||||
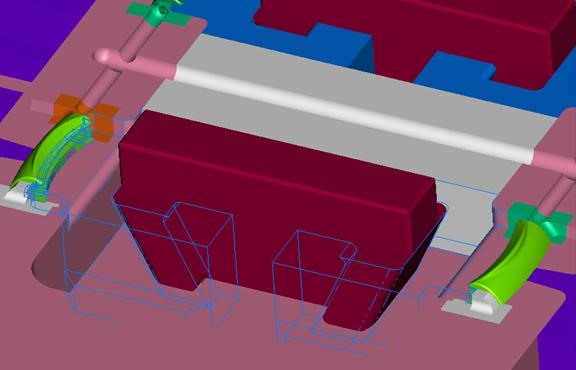
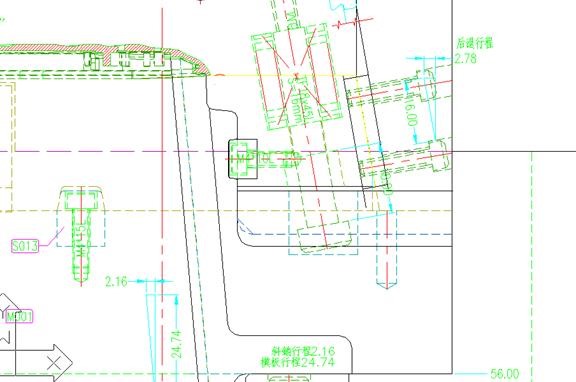
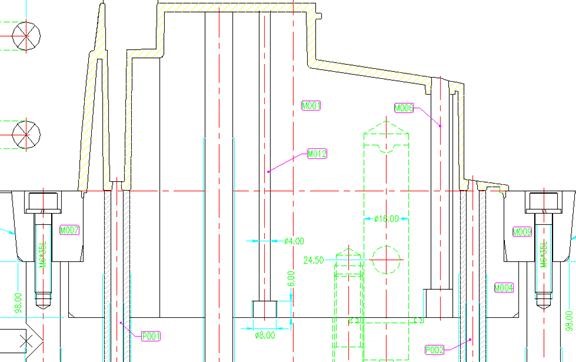
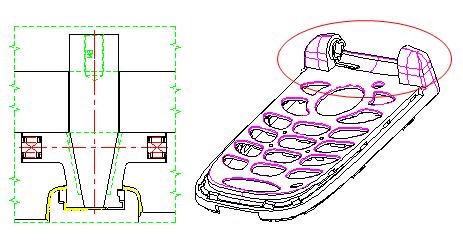
插塊結構
| |||||||||||||||||||||||||||||||||
插塊結構
此成品的兩個內孔也可以跑母模斜銷﹐但用此結構可使開合模更順暢﹐簡化模具結構。 | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
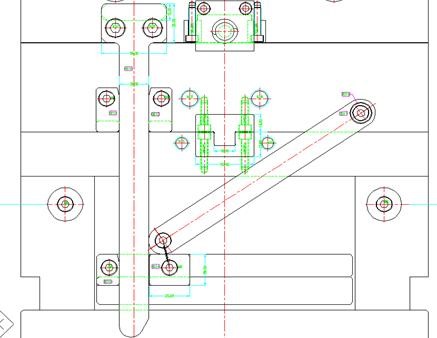
急回機構
| |||||||||||||||||||||||||||||||||
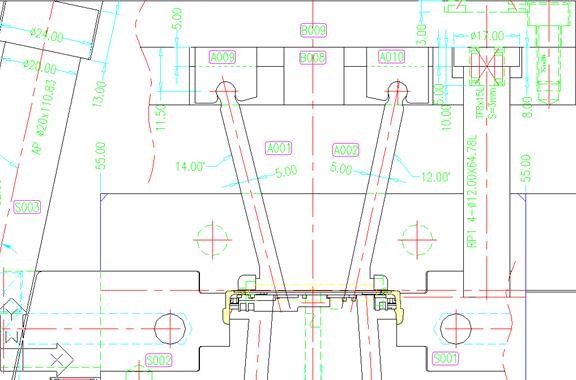
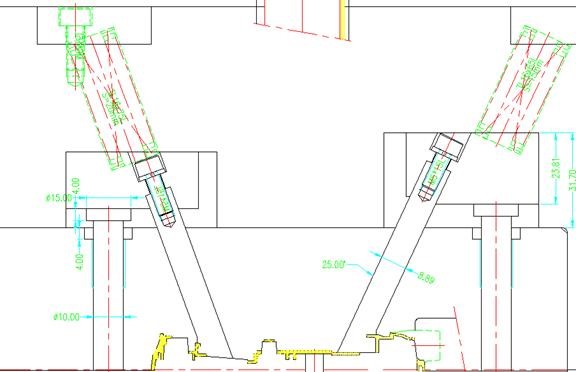
雙節式斜銷
| |||||||||||||||||||||||||||||||||
外挂式斜銷
| |||||||||||||||||||||||||||||||||
母模斜銷
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
內抽滑塊
| |||||||||||||||||||||||||||||||||
內抽滑塊
| |||||||||||||||||||||||||||||||||
母模爆炸式滑塊
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
急回機構
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
油壓缸滑塊
| |||||||||||||||||||||||||||||||||
頂塊頂出機構
| |||||||||||||||||||||||||||||||||
倒裝模
| |||||||||||||||||||||||||||||||||
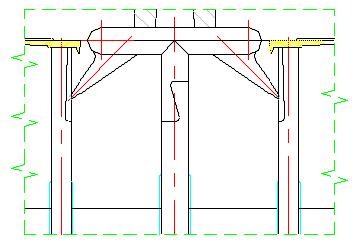
滑塊
如圖所示﹐當滑塊行程較大﹐不便在滑塊和模仁之間裝彈簧時﹐可在模具外側裝彈簧。 | |||||||||||||||||||||||||||||||||
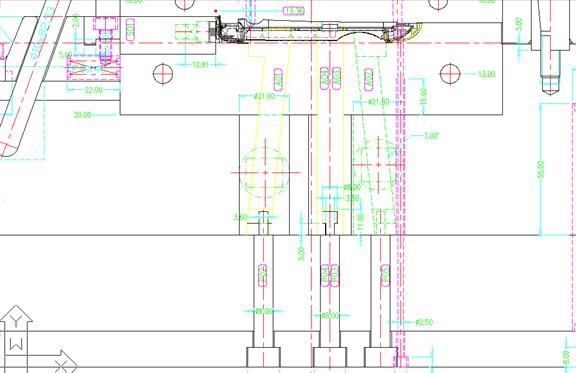
頂塊
如圖所示﹐成品結構特殊﹐不便排頂針﹐可改用頂塊頂出。 | |||||||||||||||||||||||||||||||||
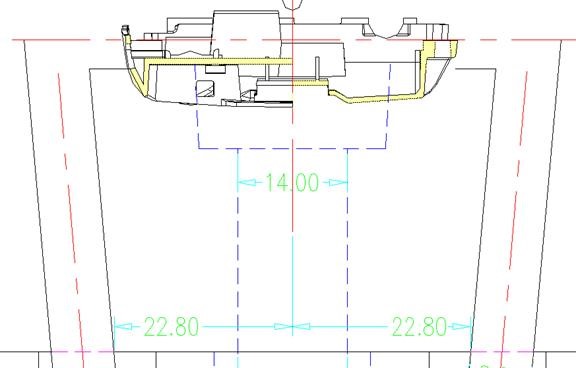
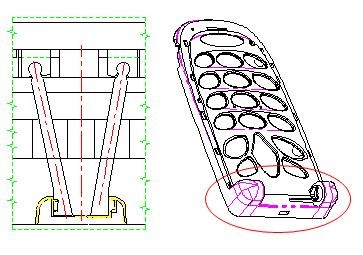
紅圈所示成品結構﹐可用左圖之機構來成型。
| |||||||||||||||||||||||||||||||||
母模斜銷
紅圈所示成品結構﹐除可用上一頁之機構成型外﹐亦可用母模斜銷來成型。 | |||||||||||||||||||||||||||||||||
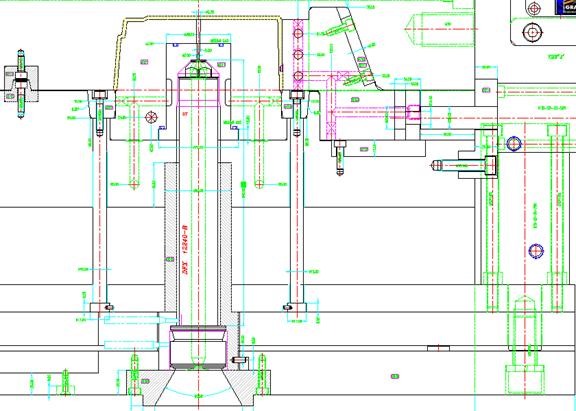
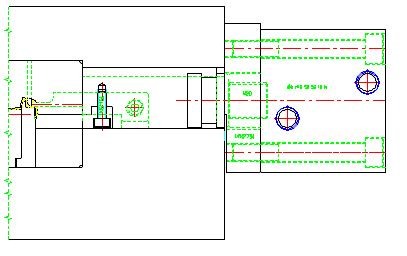
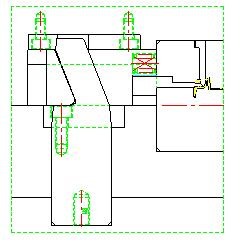
如圖所示﹐滑塊固定于母模側﹐可用油壓缸控制滑塊運動。
| |||||||||||||||||||||||||||||||||
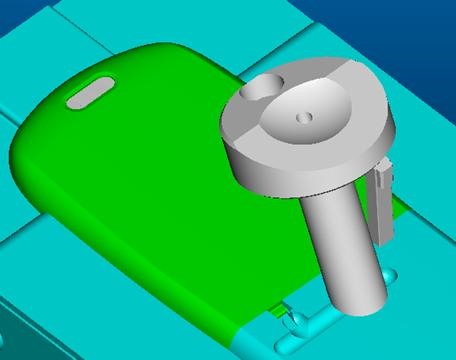
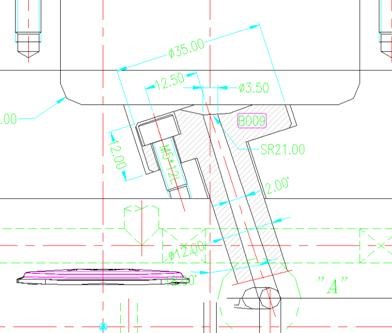
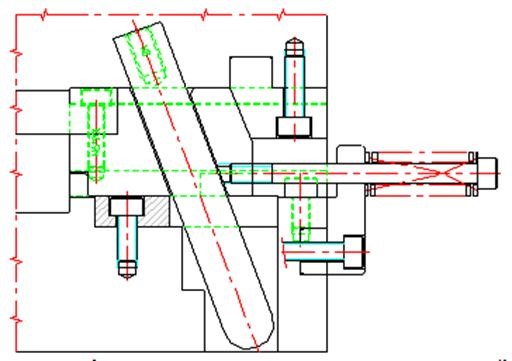
斜注口襯套
如圖所示﹐為配合成品之進膠點﹐可采用斜注口襯套。 | |||||||||||||||||||||||||||||||||
頂針澆口 如圖所示﹐為配合成品之進膠點﹐可在頂針上做澆口。 | |||||||||||||||||||||||||||||||||
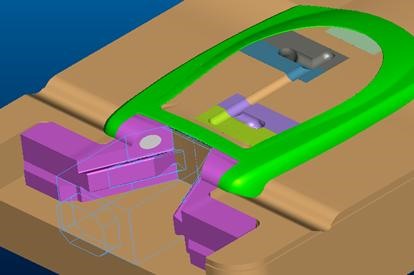
撥塊
成品的結構決定了要用母模隧道式滑塊﹐且滑塊固定于母模側﹐可用裝于公模側的撥塊來控制滑塊運動。 | |||||||||||||||||||||||||||||||||
课程五:模具常用流道类型 | |||||||||||||||||||||||||||||||||
1﹒圓形流道
| |||||||||||||||||||||||||||||||||
2﹒U形流道
| |||||||||||||||||||||||||||||||||
3﹒梯形流道
 | |||||||||||||||||||||||||||||||||
课程六:各種滑塊的設計注意事項 | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
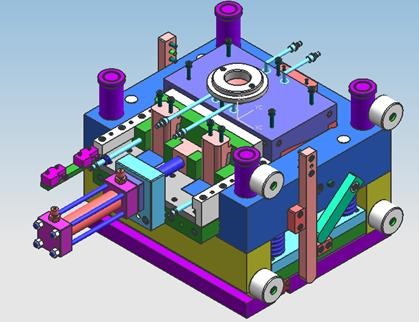
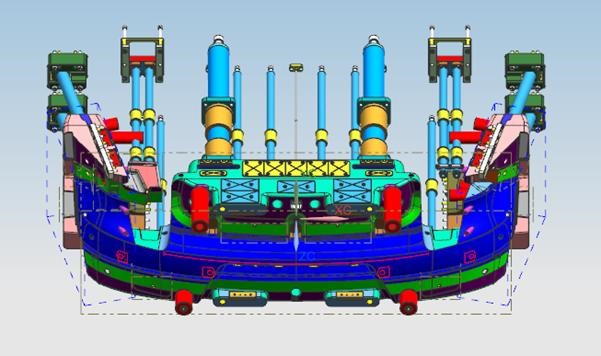
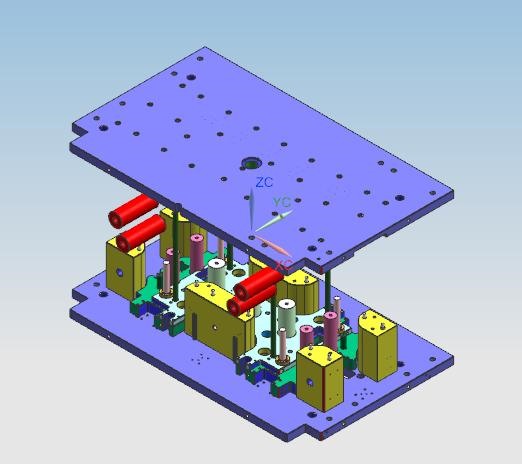
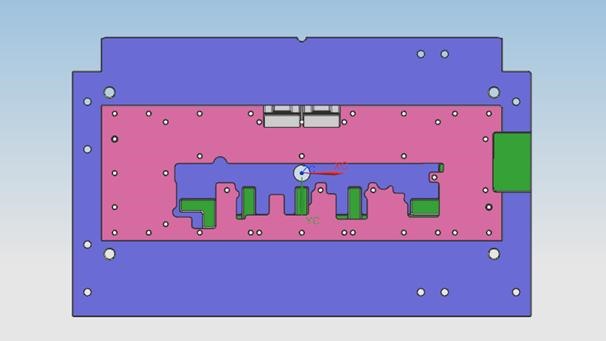
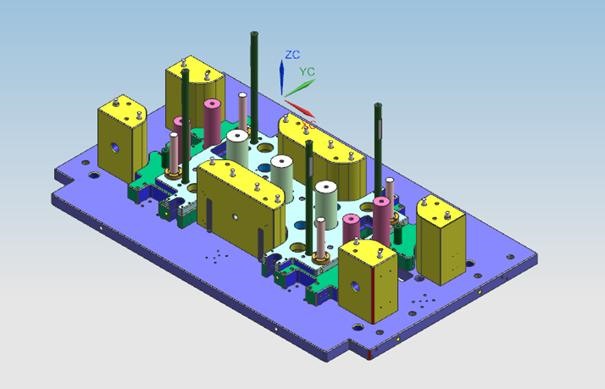
课程七:汽车中控产品实例 | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
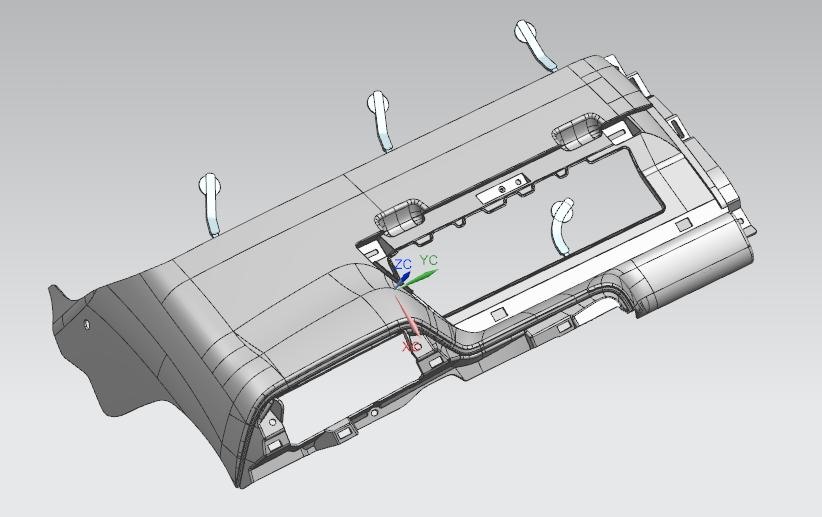
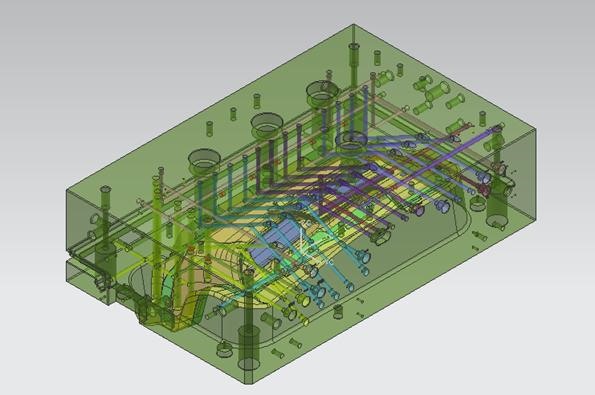
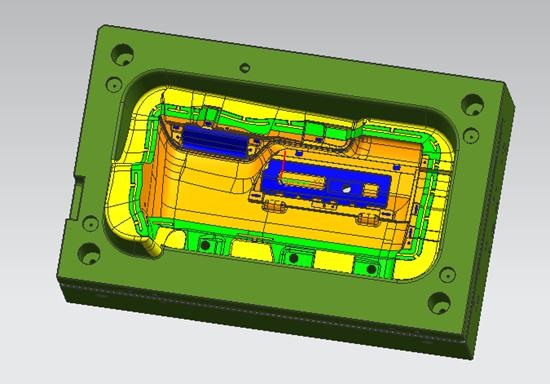
汽车保险杠产品实例 | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||
CAD_2D排位外挂(燕秀) | |||||||||||||||||||||||||||||||||
外挂工具栏 外挂菜单栏 | |||||||||||||||||||||||||||||||||
UG外挂 | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||


















咨询热线:177 1247 6602 177 1247 0006(同微信)
咨询QQ:70500 6685 E-mail:ksd@ksdedu.com
凯思达培训(昆山总校) 地址:昆山市青阳北路528号
凯思达培训(昆山南校区) 地址:昆山圣祥东路与季广北路交叉口
凯思达培训(吴中校区) 地址:苏州市吴中区甪胜路58-64号
凯思达培训(相城校区) 地址:苏州市相城区相城大道588号
凯思达智能机械有限公司 地址:昆山市青阳北路528号-2
技术支持:阿里科技
苏ICP备13015997号-2 友情连接:模具设计培训 | CNC编程培训 | 昆山模具 | 站点地图
